
Injection Molding is a method of injecting thermally melted plastic material into an injection mold, which is cooled and cured to obtain molded products. injection molding is classified as one of the main processes for producing plastic products.
It is a rapid process and the method is suitable for high volume production of high-precision products and is widely used in the field of plastic processing.
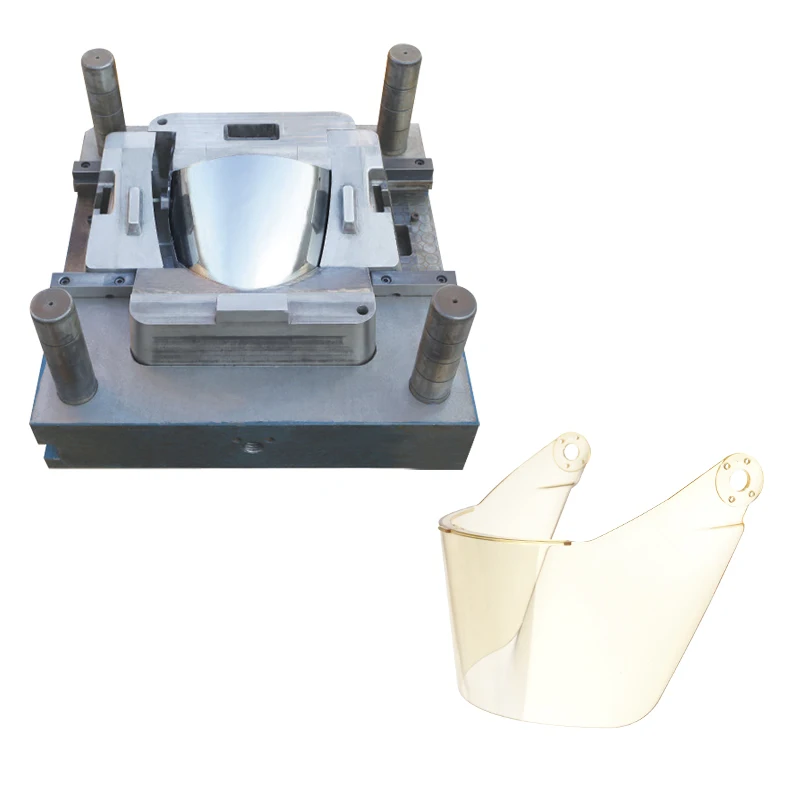
Injection Molds
An injection mold is a hollow metal block into which molten plastic is injected to form a certain fixed shape. The molten plastic flows into the auto plastic injection mold through the gate and fills the cavity through the runners and gates.
The mold is opened after cooling, and the ejector rod of the injection molding machine pushes the ejector plate of the mold to further eject the molded product. The size, appearance, or performance of the molded product usually varies depending on the cavity of the plastic injection mold.
Injection Molding Process Conditions
Molding conditions refer to the temperature, pressure, time, etc. set in the molding machine.
Temperature
The temperature in injection molding is mainly melting temperature and mold temperature.
The high melt temperature requires less injection pressure, the surface finish of the molded plastic part is good, and the possibility of material shortage is small. On the contrary, low melt temperature will reduce the flow properties of the melt, which will cause defects such as low surface finish and material shortage. It should be noted that excessive melt temperature can cause thermal degradation of the material, resulting in reduced material flow and chemical properties.
The mold temperature refers to the surface temperature of the mold cavity. Mold temperature directly affects the filling flow behavior of the melt, the cooling rate of the part, and the final weight of the part.
Increasing the mold temperature can improve the fluidity of the melt in the mold cavity, enhance the density and crystallinity of the part, and reduce the filling pressure. Reducing the mold temperature can shorten the cooling time and improve the production efficiency, but it will reduce the flow ability of the melt in the mold cavity, which will easily lead to parts defects.
Pressure
The pressure in the injection molding process is mainly the injection pressure, holding pressure, and back pressure.
The injection pressure is of great influence on the melt flow, mold filling, and part quality. Injection pressure depends on the variety of raw materials, the complexity of the part, and others.
Holding pressure refers to the pressure required for compacting the resin melt in the cavity and for replenishing the flow in the cavity. The holding pressure is one of the important injection molding supply parameters, and the choice of holding pressure and holding time directly affects the quality of injection molded products.
Back pressure is the reverse pressure exerted on the melt at the top of the screw when the screw is rotating and retreating. Back pressure is related to the raw material of the molding resin and the filling method.
Time
The duration of the injection process is determined by the flowability of the raw material, the geometry and size of the part, the mold pouring system, the injection method, and other process conditions.

Conclusion
Injection molds are becoming more and more widely used, and you can find high quality auto injection molds, plastic mold for medical parts, and motorcycle helmet visor molds at RUNKE. Each type of mold requires different molding conditions.
The dimensions and mechanical properties of the injected parts can vary greatly depending on the injection molding conditions. Therefore, it is necessary to sure the most suitable molding conditions after repeated trials of technology and experience.
.jpg)

.jpg)